
Group leader: Dipl.-Ing. Christoph Neugrodda
- Technical Manager of the Research Brewery Weihenstephan
The Technical department of the Research Brewery is an important interface between research and practice. Due to the different brewhouses there is the possibility to work in different scales and thus to represent scale-up processes highly reproducible. Aside from traditional research topics such as raw material evaluation or recipe development, the focus is on innovative topics in the brewing field. Future topics such as digitalization and Industry 4.0 are researched and implemented in the Research Brewery Weihenstephan.
BREWHOUSES
The Research Brewery Weihenstephan has a total of four different brewing lines: the 8 hL brewhouse (Research Brewery), the 80 L brewhouse (Pilot Brewery) and two L brewhouses (Small Scale Brewery 1 & 2). This makes it possible to brew with amounts between 1 kg and 200 kg and this is highly reproducible. At the different brewhouses the training of the brewing students takes place as well as various research projects.
The brew house of the Research Brewery is a 4-component brew house; there are planned renovations to upgrade towards a 5-component brew house in the first quarter of 2021. In the year of 2019 a collaborative project with the Siemens AG and the a-on AG the Control system, Control components and the Electrical installations where Modernized. As a control system the new version of “Braumat” is used (see. www.vew-brauer.de/aktuelles/digitalisierung-der-forschungsbrauerei-weihenstephan.html). The piping and locksmith work of the 4-component brew house was done in the year of 2005 by the Nerb GmbH & Co. KG whilst the brew house was built. Centrifugal pumps by the Firm Fa. Phillipp Hilge GmbH & Co. KG are used.
Equipment
Malt mill
The Research Brewery uses two different mills. One 4-roll-dry-malt mill by the Company Bühler and a WERKHUIZEN SCHEPENS N.V. hammer mill.
Mashing systems
The mash system is a Steinecker ShakesBeer from Krones AG. Additionally a pre-masher was installed. (System Optimaischer From Kaspar Schulz Brauereimaschinenfabrik & Apparatebauanstalt GmbH).
Lautering systems
Two systems for solid-liquid separation are available to the Research Brewery: Steinecker Pegasus lauter tun from Krones AG and a Ziemann KK 800/800 mash filter (Fa. A. Ziemann GmbH).
Cooking systems
The research brewery initially had five different boiling systems: Wort kettle without forced circulation (Kaspar Schulz Brauereimaschinenfabrik & Apparatebauanstalt GmbH) with internal boiler Steinecker Stromboli from Krones AG, external boiler GEA ECOFLEX VT10 from Tuchenhagen Brewery Systems GmbH, Varioboil system from Nerb GmbH & Co. KG, SchoKo system from Kaspar Schulz Brauereimaschinenfabrik & Apparatebauanstalt GmbH. Currently the wort kettle with internal boiler is used.
Wort cooling and wort aeration
The EUROCAL 8 FHG wort cooling system from Fischer Maschinen- und Apparatebau AG is a single-stage system using pre-cooled brewing water. The wort aeration works by a self-designed wort aeration system. Components from the Fa.Bürkert, der Fa. Nerb GmbH & Co. Kg and a sensor from the Hamilton Germany GmbH are built into this self-designed system.
The “Pilotsudwerk“ is a semi-automatic 5-component brew house with a capacity of 80 L. It was built in the 1980s by the Fa. Nerb GmbH & Co. KG. Since then it has been modified constantly and in the first quarter of 2021 the “Pilotsudwerk” will be modernized simultaneously to the “Forschungsbrauerei”.
Equipment
Malt mill
A 2-roller dry grinding mill (Künzel Maschinenbau GmbH) is available for grinding the raw materials.
In order to be able to carry out reproducible and scalable brewing tests on a laboratory scale with a minimum use of raw materials, a unique small brewing plant was developed in 2016. Together with the sponsors Stefan Soiné (IREKS, Kulmbach) and the company Joh. Albrecht Brautechnik, a fully automatic 4-vessel brewhouse was designed and installed in the old brewhouse of the Lehr- und Versuchsbrauerei Weihenstephan. The small brewhouse has some special features: with the exception of the whirlpool, the vessels made of high-strength borosilicate glass are freely mounted on load cells and can be moved in a vertical direction. The liquid transfer can thus be carried out without the use of a pump by the hydrostatic pressure with low loss and free of mechanical stress. The vessels are designed in such a way that not only purging with inert gas (N2, CO2) is possible, but also pressurisation. In 2020 a modified second brewing line was installed and put into operation.
The process control system of the first “Kleinsudwerk” line is Brewmaxx V9 from ProLeiT AG. Within the framework of a research project, a completely new automation concept (hardware & control) is being developed for the second small brew line in cooperation with GIMBIO GmbH.
Also in the smallest brewing lines of the technical unit research brewery all process parameters are recorded and documented to guarantee the basis for a reproducible brewing also in the smallest scale.
Equipment
Malt mill
A 2-roll dry malt mill (MIAG Braunschweig) is used for the grinding of the raw materials in the „Kleinsudwerk“.
The fermentation and storage cellar of the Research Brewery consists of six tanks with a total volume of 20 hL from Gross Behälterbau GmbH, eight 10 hl tanks from C. Gresser Behälter- und Anlagenbau GmbH. The tanks can be used up to 3 bar overpressure. All tanks can be cooled individually and the 20 hL have an additional heating option. For cleaning purposes, rotary cleaners Xact Clean HP from the company Lechler GmbH are installed. The tanks are equipped with different sensors (pressure sensors, temperature sensors, radar level measurement), by the installation of VariVent connections a upgrading of sensors is possible. Furthermore, there is a flotation tank (C. Gresser Behälter- und Anlagenbau GmbH) and two 120 hL horizontal storage tanks (C. Gresser Behälter- und Anlagenbau GmbH).
The filtration can be carried out by means of a layer combination filter BECO COMPACT PLATE 400 OC from E. Begerow GmbH & Co. The system is completed by a BECO DOSIMAT 60 dosing station from E. Begerow GmbH & Co., whose membrane pump capacity can be infinitely adjusted between 3 and 30 L/h for dosing the desired filter aid.
Filling takes place directly from the tank into the barrel. The keg was previously cleaned using the compact KegBoy C2 system (KHS Maschinen- und Anlagenbau AG), which can clean all sizes of kegs. Keg sizes 5 l, 10 l, 15 l, 20 l, 30 l and 50 l with flat fitting are used. The research brewery also uses the SmartDraftTM system. The TU Research Brewery uses products from SCHÄFER Werke GmbH and Micro Matic Deutschland GmbH.
The bottling is done through the usage of a Gruber Bottling system FF2/14.
In addition, a novel, fully automatic, robot-assisted bottle filling system is available, which enables the production of indivudal products with batch size 1. You can find more information here.

In the food technology centre of the Campus the thermal dealcoholisation plant DeAlcoTec of the company Centec is operated for teaching and testing purposes. As it is a standard industrial plant with a volume flow of 3-6 hL/h, the batch size for a test is 800 L. By the vacuum, which is applied, matrices containing alcohol, such as wine or beer, can be dealcoholised to < 0.05 vol.%.
The special feature of the plant is an aroma recovery unit downstream of the dealcoholisation step, which makes it possible to separate aroma substances typical of beer so that they can be returned to the end product.
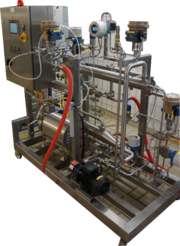
Since 2020, the Research Brewery Weihenstephan and the Chair of Brewing and Beverage Technology have a reverse osmosis pilot plant from GEA Group AG at their disposal for the dealcoholization of various beers and ciders. The innovative membrane of the type "AromaPlus" is used for this purpose. The dealcoholization takes place in two phases. In the first phase, the alcohol is concentrated. Here, liquid in the form of water is extracted from the beverage to be dealcoholised. In the subsequent second phase, the alcohol is washed out of the concentrate (retentate) by means of diafiltration. It is dealcoholised in a batch, whereby the batch volume is 50-100 L. Contents of up to 0.05 vol% alcohol can be achieved with the help of this plant. The pilot plant is used for current research and industrial orders.
Reverse osmotic plant for Brew- and Boilerwater
The Research Brewery uses Freisinger city water which is treated by a reverse osmotic plant produced by the Euwa H. H. Eumann GmbH. The brewing water thus obtained is stored in three buffer tanks: Brewing water tanks cold (28 hL), brewing water warm (18 hL) and a coolable brewing water tank (13 hL) for single-stage wort cooling. Two high-performance ETACHROM BC pumps from KSB AG and a water mixer supply the entire brewing plant. The Kaspar Schulz Brauereimaschinenfabrik & Apparatebauanstalt GmbH manufactured the brewing water tanks.
The air supply is provided by a compressed air station from KAESER KOMPRESSOREN SE, which was installed in 2019. The station is designed as a redundant system. It is equipped with two compressed air generators SM10 or SM13 SFC, two cyclone separators F9KC with ED31, two compressed air dryers (TA11) and various processing components. The station is monitored and controlled by the Sigma Air Manager 4.0.
MEASUREMENT AND CONTROL TECHNOLOGY
Digitalization is one of the key topics of the Technical Unit Research Brewery. Therefore, the facilities of the Research Brewery are equipped with various measurement and control technology. Different sensor types are used by several companies. In addition, the possibility to test new sensors is possible due to the modular construction.
For the fittings, valves and armatures of the plants, products of the companies Bürkert GmbH & Co. KG., GEA Group AG, GEMÜ Gebr. Müller Apparatebau GmbH & Co. KG, Albert Handtmann Armaturenfabrik GmbH & Co. KG, KIESELMANN GmbH are implemented in the systems. Special valves (steam control and safety valves) are used by the companies Spirax Sarco GmbH and ARI Armaturen GmbH & Co. KG are used.The pneumatic equipment is supplied by Festo AG & Co. KG.
A propagation system, developed from a ZIM project with the company Centec GmbH, can generate 150 L of propagation yeast from a very small amount of yeast (10 mL) within a few days.
Currently, a new yeast management system is being planned that works with propagation and harvest yeast in an innovative setup.